金属缶用缶製造機、外側・内側コーティング機、丸缶、角缶

金属缶用缶製造機、外側・内側コーティング機、丸缶、角缶
食品用または工業用缶の製造工程におけるコーティングに関する関連動画
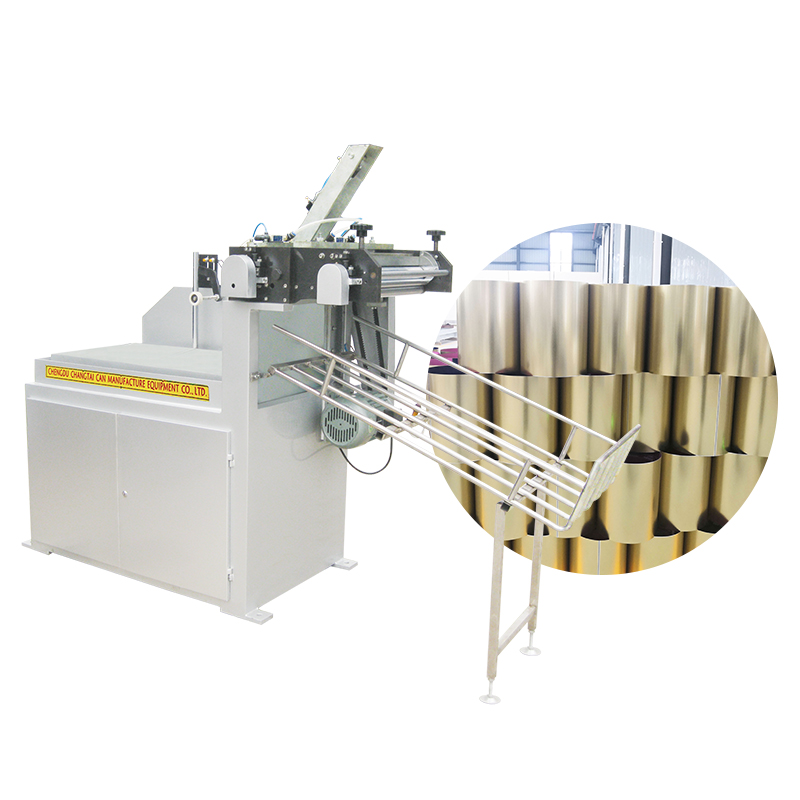
この機械についての説明
1. 溶接機と接続された片持ち式上向き吸引ベルト搬送設計は、粉体噴霧に便利であり、溶接部の温度が高すぎる場合に、前面の圧縮空気が溶接部を冷却して粉体の凝集や接着剤の発泡を防ぎます。
2. 搬送には輸入ベルトを使用し、溶接された缶本体はコンベアベルトの下に吸い込まれるため、缶の種類を変更する際に搬送高さを調整する必要がなく、搬送が安定します。
3. 塗布後の接着剤のムラを防ぐため、塗布ホイールの出口にブラシが取り付けられています。ブラシがタンク内に接着剤を持ち込むという問題を解消するため、シリンダーを制御する誘導スイッチが設置されており、タンクがあるときだけブラシが下がり、タンクがないときはブラシが上がるようになっています。これにより、接着剤がタンク内に入り込むのを防ぎます。
4. 溶接機のデバッグを容易にするため、搬送部と外装部全体を上方および後方に持ち上げるエアシリンダーを設置し、上方吸引搬送における溶接機のデバッグの不便さという欠点を回避しています。
5. 外側コーティングベルトのゴムホイールとローラーの両側にクリーニングプレートが取り付けられているため、接着剤がコーティングホイールの側面を汚染せず、コーティングホイールの清潔さが確保されます。
6. 当社は、お客様のご要望に応じて外装塗装方法を採用できますが、外装塗装は下方搬送方式でなければなりません(溶接機との接続は上方搬送方式です)。内装塗装と溶接機を併用する補修塗装機の搬送には、溶接部の両側にベルトを設置し、缶本体の溶接部を常に同じ高さと線に保つ必要があります。
技術仕様
| モデル | GNWT-286S | GNWT-180S |
| ローラー速度 | 5~30m/分 | |
| ラッカー幅 | 10~20mm | 8-15mm |
| 缶の直径サイズ | 200~400mm | 52-180mm |
| コーティングの種類 | ローラーコーティング | |
| 電流負荷 | 0.5kW | |
| パウダーサプライ | 220V | |
| 空気消費量 | 0.6MPa 20L/分 | |
| 機械の計測 | 2100×720×1520 | |
| 重さ | 300kg | |
この外部ローラーコーティング機に関する技術資料