


自動30~50L大型樽・ドラム缶・バケツ・缶本体製造ライン








自動30~50L大型樽・ドラム缶・バケツ・缶本体製造ライン
自動丸缶生産ライン
30~50Lの大型樽の自動生産に適しています。,
3枚の金属板:缶本体、缶カバー、缶底.缶は円筒形形。
技術的な流れ:
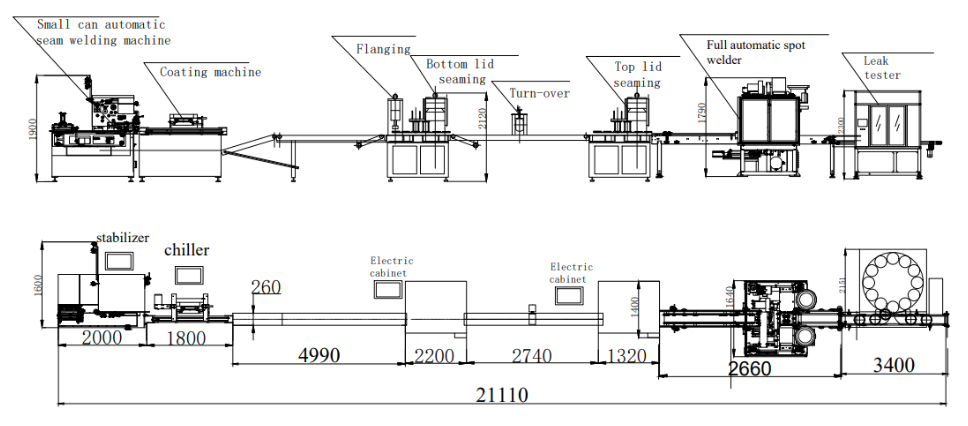
ブリキ板を丸めてブランクにする(スリット加工)-溶接-外側コーティング-フランジ加工-底蓋給餌-縫い目-旋回オーバーT蓋を開ける給餌-縫い目-+耳ひも溶接-漏れ検査 - パッケージ
樽製造生産ラインは利用可能です。詳細情報はこちらをクリックしてください。
この樽製造ラインの操作方法を教えてください。
まず、切断した缶本体材料を自動抵抗溶接機の供給テーブルに置き、真空吸引器で吸い込み、錫ブランクを1つずつ供給ローラーに送ります。供給ローラーを通して、個々の錫ブランクは丸めローラーに送られ、丸め加工が行われます。その後、丸め成形機構に送られ、丸め加工が行われます。本体は正確な位置決めの後、抵抗溶接機に送られ、溶接されます。
溶接後、缶本体は自動的にコーティング機の回転磁気コンベアに送られ、外側コーティング、内側コーティング、または内側粉体塗装が行われます。これは、顧客のさまざまなニーズに応じて行われます。これは主に、側面の溶接シームラインが空気にさらされて錆びるのを防ぐために使用されます。次に、缶本体はコンビネーションマシンに送られ、直立コンベアを通って直立した状態で、クランプによってフランジステーションに送られます。フランジ作業は、上下のフランジ金型を叩くことによって完了します。
その後、フランジ付き缶本体は自動底蓋供給装置に送られ、検出センサーが缶本体の接近を検出すると、蓋供給装置が自動的に底蓋を缶本体の上部に供給し、両方がシーミングチャンクの下の位置に送られます。リフティングトレイは缶本体と底をシーミングマシンのヘッドに送り、密封します。
片端のシーミング後、缶本体反転機に送られ、缶本体を反転させ、再度自動上蓋検出とシーミングを行います。最後に、自動ダブルスポット耳ラグ溶接機に供給され、自動側面溶接シームインデックス、カムコンベア搬送、機械式塗装剥離を経て、自動耳ラグ振動ディスクも装備され、小型丸缶の正確な溶接作業が完了します。
最後に、完成した缶はコンベアによって自動漏れ検査ステーションに送られます。正確な空気源検査の後、不合格品が検出されて所定の場所に送られ、合格品は最終包装のために包装作業台に送られます。
丸型缶自動生産ラインの設備構成

| 最初のカット(最小幅) | 150mm | 2回目のカット(最小幅) | 60mm |
| 速度(個/分) | 32 | シートの厚さ | 0.12~0.5mm |
| 力 | 22kW | 電圧 | 220V/380V/440V |
| 重さ | 21000kg | 寸法(長さ×幅×高さ) | 2520×1840×3980mm |

| モデル | CTPC-2 | 電圧と周波数 | 380V 3L+1N+PE |
| 生産速度 | 5~60m/分 | 粉末消費量 | 8-10mm&10-20mm |
| 空気消費量 | 0.6MPa | 缶本体範囲 | D50-200mm D80-400mm |
| 空気必要量 | 100~200L/分 | 消費電力 | 2.8kW |
| 機械寸法 | 1080×720×1820mm | 総重量 | 300kg |

| 周波数範囲 | 100~280Hz | 溶接速度 | 6~15m/分 |
| 生産能力 | 15~35缶/分 | 適用可能な缶の直径 | Φ220~Φ350mm |
| 適用可能な缶の高さ | 220-550mm | 適用可能な材料 | ブリキ、鋼鉄ベース、クロムメッキ |
| 適用可能な材料の厚さ | 0.2~0.6mm | 適用可能な銅線径 | Φ1.7mm、Φ1.5mm |
| 冷却水 | 温度:12~20℃ 圧力:>0.4MPa 流量:40L/分 | ||
| 総電力 | 125KVA | 寸法 | 2200×1520×1980mm |
| 重さ | 2500kg | 粉 | 380V±5% 50Hz |

コーティングマシン
| 缶の高さ範囲 | 50-600mm | 缶の直径範囲 | 52-400mm |
| ローラー速度 | 5~30m/分 | コーティングの種類 | ローラーコーティング |
| ラッカー幅 | 8-15mm 10-20mm | 主電源と電流負荷 | 220V 0.5kW |
| 空気消費量 | 0.6MPa 20L/分 | 機械寸法および正味重量 | 2100×720×1520mm、300kg |

| バーナー出力 | 1~2kW | バーナーの加熱速度 | 4m~7m/分 |
| 適切な小缶の直径 | Φ45-Φ176mm | 適切な大缶の直径 | Φ176~Φ350mm |
| 缶の高さ | 45mm~600mm | 冷却水 | >0.4MPa、12~20℃、40L/分 |
| 空気消費量 | ≥50L/分>0.5Mpa | ||

自動缶本体組み合わせ機
| 生産能力 | 25~30セント/分 | 缶の直径の範囲 | 200~300mm |
| 缶の高さの範囲 | 170-460mm | 厚さ | ≤0.4mm |
| 総電力 | 44.41kW | 空気圧システムの圧力 | 0.3~0.5MPa |
| 本体直立コンベアのサイズ | 4260×340×1000mm | 複合機のサイズ | 3800×1770×3200mm |
| 電気カービンサイズ | 700×450×1700mm | 重さ | 9T |
生産ラインのレイアウト
ブリキ缶を使ったアートクラフト

30-50L 大型樽 フローチャート
中国の大手プロバイダー3ピース式缶詰製造機そしてエアゾール缶製造機Changtai Intelligent Equipment Co., Ltd. は、経験豊富な缶製造機メーカーです。パーティング、シェイピング、ネッキング、フランジング、ビード加工、シーミングを含む当社の缶製造システムは、高度なモジュール性とプロセス能力を備え、幅広い用途に適しています。迅速かつ簡単な再ツールにより、非常に高い生産性と最高の製品品質を両立させながら、高い安全レベルとオペレーターへの効果的な保護を提供します。





